



Products
The Company Is Strong, With An Annual Production Capacity Of 36,000 Tons

Material
Product materials Size Tech & service
Contact
Contact Us
 |
 |
Buttweld Pipe Bends Specification:
|
Raw Material |
Seamless pipe, Welded pipe, Steel sheet. Round bar(Foring High pressure) |
|
Manufacture Process |
Extrusion moulding, Hot Pressing, Cold-machining, Hot-machining, Welded, Heat treatment |
|
Outside Diameter |
Seamless Elbow ( 1/2″~48″), ERW / Welded / Fabricated Elbow (8″~160″) |
|
Wall Thickness |
3mm – 150mm / SCH5, SCH10, SCH20, SCH30, SCH40, STD, SCH80, XS, SCH60, SCH80, SCH120, SCH140, SCH160, XXS |
|
Product's Angle |
1°–180° Elbows, 90° and 45° Long Radius Elbows, Long Radius Returns, Short Radius Elbows and Returns |
|
Bending Radius |
R=3D、5D、6D、 10D, 15D, 20D..... |
|
Value Added Services |
Hot Dipped Galvanizing, Epoxy & FBE Coating, Electro Polish, Sand Blasting, Threading, Soldering |
|
Manufacturing Standards |
ASME/ANSI B16.9, ASME B16.28, MSS-SP-43, GB/T12459, GB/T13401, SH3408, SH3409, JIS B2311/2220, DIN2617/2616/2615 |
|
Inspection |
Chemical Elements; Mechanical Property; Metallographic Test,; HIC /SSC,; Heat Treatment,; Ultrasonic Test; Penetration Test; Magnetic Powder Test; X-Ray Test; Hydraulic Pressure Test; Blasting Experiment; we can make them according to your request. |
|
Application |
Water Disposal; Electric Power; Chemical Engineering; Ship Building; Nuclear Energy; Garbage Disposal; Natural Gas; Petroleum Oil. |
|
Note |
Our company can produce customized products according to customer requirements |
|
Carbon Steel |
ASTM A234 WPB,WPBW,20#, 20G,Q235-A, NACE MR-0175 |
|
Stainless Steel |
ASTM A403 WP304, 304L, 304H, 309, 310, 316, 316L, 317L, 321, 347 |
|
Low Temperature Carbon Steel |
ASTM A420 WPL3, A420 WPL6,WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70 API5L X42/46/52/56/60/65/70/80(NS/MS), NACE MR-0175 |
|
Alloy Steel |
ASTM / ASME A/SA 234 Gr. WP1, WP5, WP9, WP11, WP12, WP22, WP91, WB36, 12CrMo, 15Cr5Mo, 1Cr5Mo, 12Cr1MoV, NACE MR-0175 |
|
Duplex Steel |
ASTM A 815, ASME SA 815 UNS NO S31803, S32205. S31254, 254SMO, S32750,904L,F51,F53 |
|
Nickel Alloy Steel |
ASTM / ASME SB 336 UNS 2200 ( NICKEL 200 ), UNS 2201 (NICKEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( ALLOY 20 / 20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600 ), UNS 6601 ( INCONEL 601 ), UNS 6625 (INCONEL 625), UNS 10276 ( HASTELLOY C 276 ) |
|
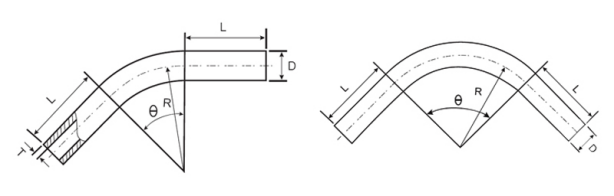
Buttweld Pipe Bends Dimensions: |
 |
Return U bend is stainless pipe fitting used to redirect the flow of fluids in pipelines.
Return U bends have a U-shaped configuration that allows them to make a 180-degree turn in the direction of the flow, similar to other types of U-bend fittings.
Return U bends are made from various grades of stainless steel alloys. Stainless steel is a type of alloy that contains at least 10.5% chromium, which provides excellent resistance to corrosion and staining. Depending on the specific application, other elements such as nickel, molybdenum, or titanium may also be added to the stainless steel alloy to achieve desired properties.
Return U bends are commonly used in industries such as chemical processing, petrochemicals, and food processing, where corrosion resistance and sanitary conditions are essential. They can be manufactured in different sizes, shapes, and thicknesses to meet specific design requirements.
A pipe bend is the generic term for what is called in piping as an “offset” – a change in direction of the piping. A bend is usually meant to mean nothing more than that there is a “bend”– a change in direction of the piping (usually for some specific reason) – but it lacks specific, engineering definition as to direction and degree. Bends are usually custom-made (using a bending machine) on site and suited for a specific need.
Pipe bends typically have a minimum bending radius of 1.5 times pipe radius (R). If this bending radius is less than 1.5R, it is called Elbow. Reference to any international / industry standard need to be traced. 1.5, 3 and 4.5 R are the most common bending radii in industry.
A pipe bend typically flows smoother since there are not irregular surfaces on the inside of the pipe, nor does the fluid have to change direction abruptly.
The most basic difference of them is the elbow relatively short than bend, R = 1D to 2 D is elbow More than 2D is bend. In the production process, cold bends can use Bending Machine to bend by ready-made straight bend. One-time completed also don’t need second corrosion. But elbow need manufacturers make to order, to do anti-corrosion, order cycle is long. Elbow price is higher than bend. But cost performance is much higher than bend. It is well-known that bend do not have anticorrosive processing is easy damaged, but the price is cheap so are used very much in some demand which not very high engineering.
Pipe bends are used in many industries, including chemical, oil and gas, electric, metallurgy and shipbuilding. Pipe bends function as structural passageways to facilitate the transfer of substances, such as water and fuel. Some have a short radius while others have a long radius. Long radius bends give less frictional resistance and allow for less pressure drop when compared to short radius bends. When selecting the type of pipe bend, it’s important to choose one that is compatible to the application.
Bend pipes come in all types of radii, including 3D bends, 4D bends, 5D bends, 8D bends and 10D bends. The radius in 5D bends is five times the nominal diameter. With a 10-inch diameter pipe, the radius of the centerline of the bend would be 50 inches. Pipe bending for the specified radii is both art and science. And with today’s modern machines and advanced software, pipe bending is highly precise. With the right machine, lubrication, tooling and material, achieving the perfect bend is a sure thing.
Induction bending is one of the means of bending pipes for 5D and other bends. Local heating, using high-frequency induced electrical power, is applied. An induction coil is placed around the pipe and heats a circumferential area of the pipe at a temperature between 850 to 1100 degrees Celsius. When the right temperature is reached, the pipe moves through an induction coil while an arm applies the bending force. There are many benefits to induction bending. It allows for large radii for smooth flow of fluid, reduces the number of welds in a system and fabricates bends quickly. With faster production, efficiency is ramped up. It’s also a clean process, as no lubrication is needed, and water is recycled.
Ram-type bending is an old and effective bending method for bending pipes, including 4D bends and 5D bends. This method is often used in muffler shops. It’s also one of the least expensive ways to bend pipe. A hydraulically driven ram forces the pipe against pivot blocks or rollers. Often, a ram tool is used to produce a concave surface and to prevent stretching on the exterior of the bend. The only downside is that ram-type bending is not as controllable as other methods.
Roll bending is commonly used for pipes in the construction industry. Rolls are positioned vertically or horizontally to produce very large radii. The pinch-style roll bender is one of the machine types used for roll bending. A tube feeds between the lower and upper roll to produce the wanted bend angle. Some applications may require an additional roll to guide the tube outward when the coil is being formed.
The mandrel bending pipe method is effective when the least amount of deformation is desired. The pipe is supported with a mandrel support to bend the pipe. The pipe is drawn through a counter bending die for further bending. This method of pipe bending is used in the manufacture of heat exchanger tubing, dairy tubing and exhausts like turbocharger and custom made ones. This method produces a non-deformed diameter every time.
Rotary draw bending is often used for bending pipe when a constant diameter and good finish are desired. The pipe is drawn through a stationary counter-bending die onto a fixed radius former die. It’s used for roll cages, stock car chassis and other types of pipes.
Centerline radius, outside diameter and wall thickness are important variables with bending pipe methods. Plus, every pipe schedule has a nominal wall thickness. And since wall thickness can vary, any variations need to be accounted for. Other bending variables include the neutral line, outside bend radius and inside bend radius. Pipes experience spring back after bending. The harder the pipe and small the bend’s centerline radius, the more spring back, which results in radial growth. Copper pipes have less radial growth than steel pipe due to its less spring back. In pipe bending, consistency, size and quality of the weld seam matter for centerline radius, outside diameter and wall thickness. When these are right, the perfect bend can be created.
The bend is used to change the direction of run of pipe.it advantage is can matach long distance transition requirements,so it is commonly that bends dimension according to customer design.
Standards accord to:
· ASME B16.9
· ASME B16.28
· ANSI/ASME B16.25
· MSS SP-97
Pressure: SCH5 to SCH160
Bending radius(R): R=3D, 5D, 7D and 12D
Bending angle (°):15°, 30°, 45°, 60°, 90°, 135°, 180°
Outer diamete(D): D≤1800mm
Wall thickness(T): T≤120mm
Example: Find the length of pipe required to make a 90 bend with a radius of 30"
Pipe fittings are necessary to join together pipes, or to change the direction of an existing pipe. Pipes and pipe fittings are made of a variety of materials, depending on the fluid or gas being transported. Most pipe fittings tend to be either threaded or able to slip over the pipes they connect. Whether you are using steel pipes of PVC pipes, a chemical solvent is required to create a seal between the pipe and the fittings.
Measure the required length of the pipe to be installed, keeping in mind the extra length required where the pipe will be inserted into the fitting. Mark this length on the pipe.
Bevelled Ends
The ends of all buttweld fittings are bevelled, exceeding wall thickness 4 mm for austenitic stainless steel, or 5 mm for ferritic stainless steel. The shape of the bevel depending upon the actual wall thickness. This bevelled ends are needed to be able to make a “Butt weld”.
Welding Bevel acc.to ASME / ANSI B16.9 and ASME / ANSI B16.28
ASME B16.25 covers the preparation of buttwelding ends of piping components to be joined into a piping system by welding. It includes requirements for welding bevels, for external and internal shaping of heavy-wall components, and for preparation of internal ends (including dimensions and dimensional tolerances).
Our in-hourse R&D team developed bevel ends equipment are good using in thickness 2mm to 20mm pipe fittings, guarantee high efficiency and high quality.
These weld edge preparation requirements are also incorporated into the ASME standards (e.g., B16.9, B16.5, B16.34).
TEL:+86-317-6165555 6689999
E-mail:sales@zrpiping.com
ADD:Chengnan Industrial Development Park, Yanshan County, Cangzhou City, Hebei,P.R.China;
 冀公网安备13092502002720号
冀公网安备13092502002720号



